咨询热线
18561061888
 更新时间:2020-04-16
更新时间:2020-04-16 点击次数:3020
点击次数:3020
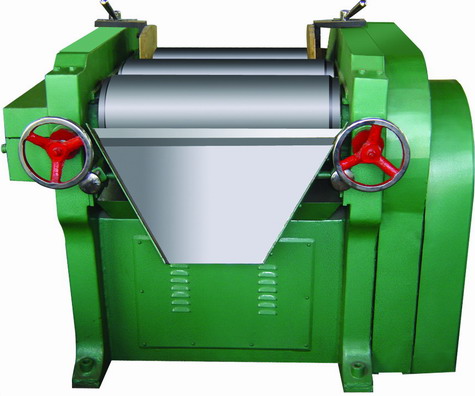
三辊研磨机是通过水平方向排列的三根辊筒不等速旋转相互挤压,使得相邻轧辊产生强烈剪切力,从而磨擦、剪切,完成对浆料的研磨。
1.准备工作:
①检查各部件位置及锁紧是否正常,按图示点注入润滑油,接通电源
②调节前后左右手轮,观察轧辊连动是否正常
③清除辊面脏物:用软纸或干净的棉纱擦拭,松开挡料板捏手
④调节前、后辊与中辊间隙为0.5毫米,然后启动电源空转1—2分钟。
2. 工作规程:
①启动运转后,调节中、后两辊间隙为0.3毫米,压紧挡料板,适当加入浆料,目测着色深度,微调后辊,
使之着色均匀布满轧辊后,锁紧固定螺母。
②双手同时调节前辊手轮,使前辊缓慢接触中辊当前辊表面着色均匀后,锁紧固定螺母,然后调节处料板角
度,使之适当轻压在辊面上,浆料即可均匀排出。检查出料均匀程度及成品粒度,继续微调前后辊,直至成
品粒度达到预定要求为止。前后应及时退回料板刮刀。
3.工作停止后:
清除涂料及时清洗,擦试轧辊及有关部件,松开刮刀和挡料板,涂少量机油,然后覆盖蜡纸保护。
4. 注意事项:
①轧辊表面严禁碰磕、划伤,严禁各种金属物及硬质杂物进入运转的轧辊。
②轧辊工作温度范围:普通型:—5℃~100℃
加热型:20℃~220℃
③辊与辊在正常工作时间:间隙范围:(参考)中、后辊间隙:0.02~0.25毫米
中、前辊间隙:0.01~0.25毫米
④挡板的峰角严禁碰伤,调整时与轧辊面接触压力要适当,如接触不匀,有溢料现象,可对挡板圆弧面进行刮修。
 首页
首页
 当前位置:
当前位置:



 扫码加微信
扫码加微信